6月
4日,
2016年
Computex2016


このショーは世界の流行の先駆けとしての価値がありますが、これは見続けないと
その意味がわかりません。
今回はVRが中心のような報道をみかけましたが、実態は如何にPC離れをパーツメーカーが食い止めるかが主体であり、そこがポイントとなります。
IoTがその方向ではありすが、まだまだ。
IoTは情報伝送手段が必要ですが、工事を極力避け、BLやWiFiで問題解決を図って
いました、これは現場が分かっていない証拠です。
今年はキレイナオネエサンのコスチュームがやや控えめ。
これは初日に蔡総統の視察があるからとの想像です・・・





5月
16日,
2016年
光ファイバー融着作業
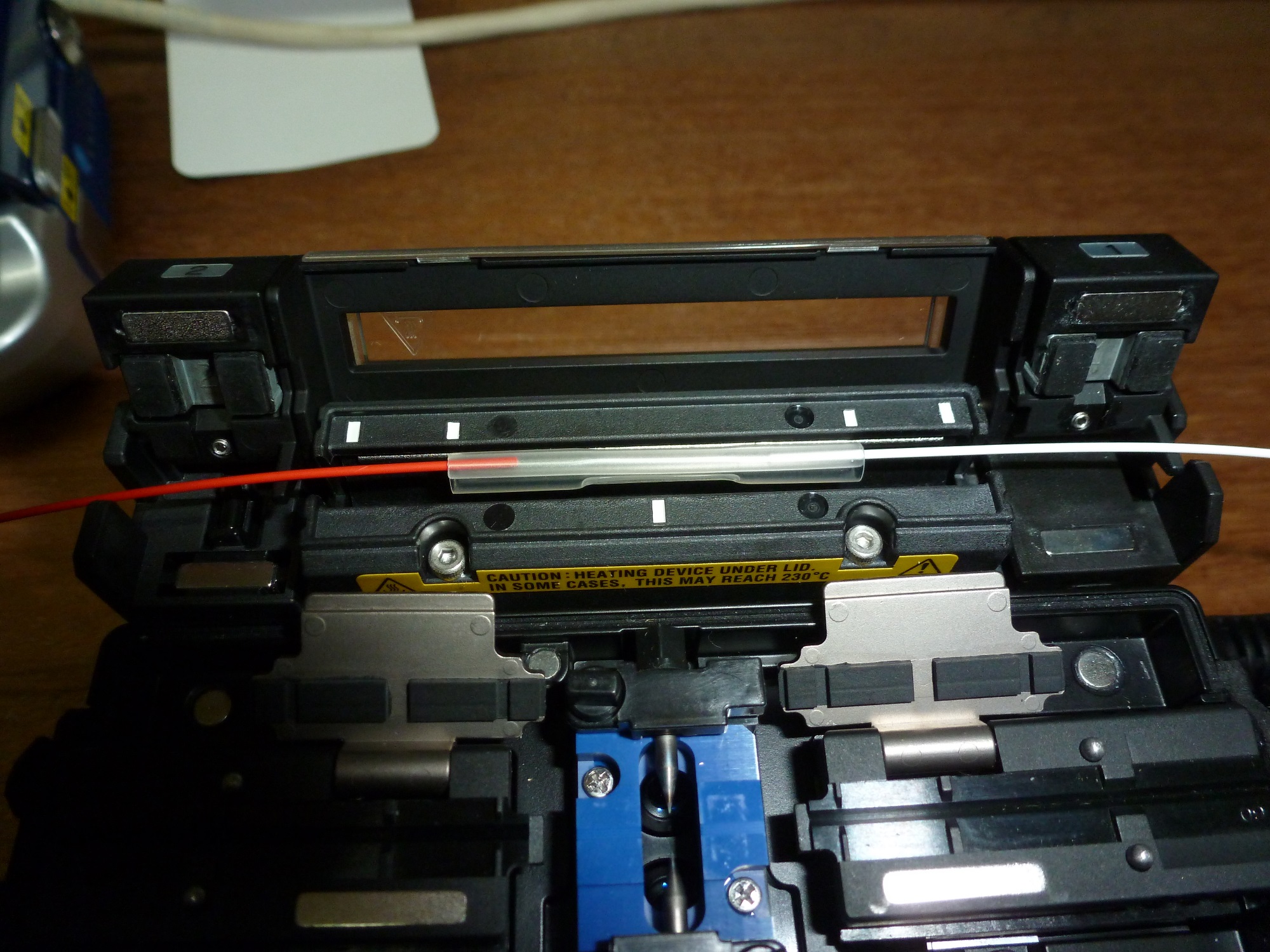
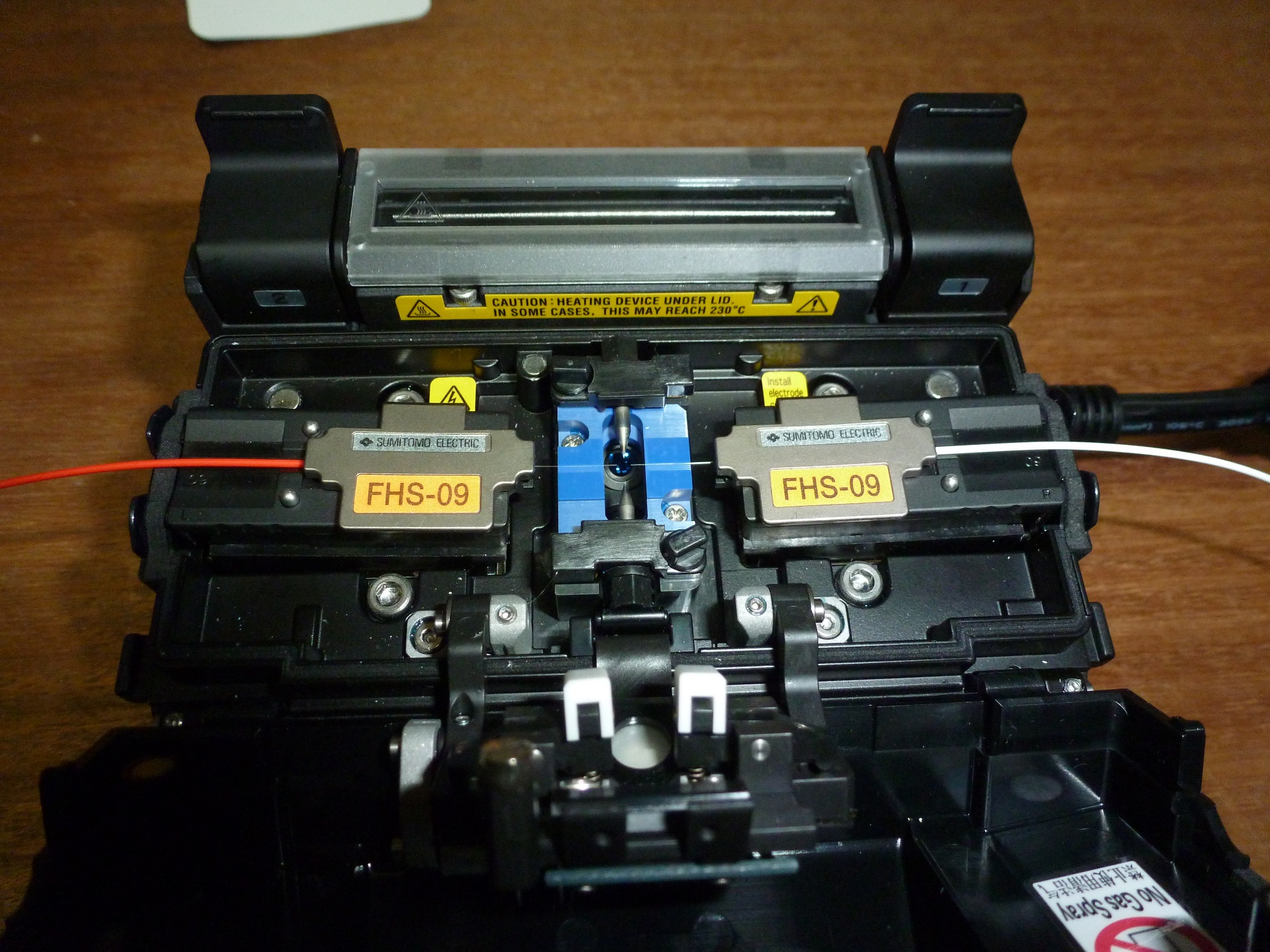 ダイスに光ファイバーをセットし、クリーブ後にダイスを融着機にセットします。
ダイスに光ファイバーをセットし、クリーブ後にダイスを融着機にセットします。この時、芯線の両端が向き合っている事が重要です。先端がずれていると融着機が作業開始をしません。
写真を拡大すると先端同士に隙間があることがわかります。
この状態でX-Yのズレをチェックします、ずれている場合の大半はダイス内へのファイバーのセットに問題があります。
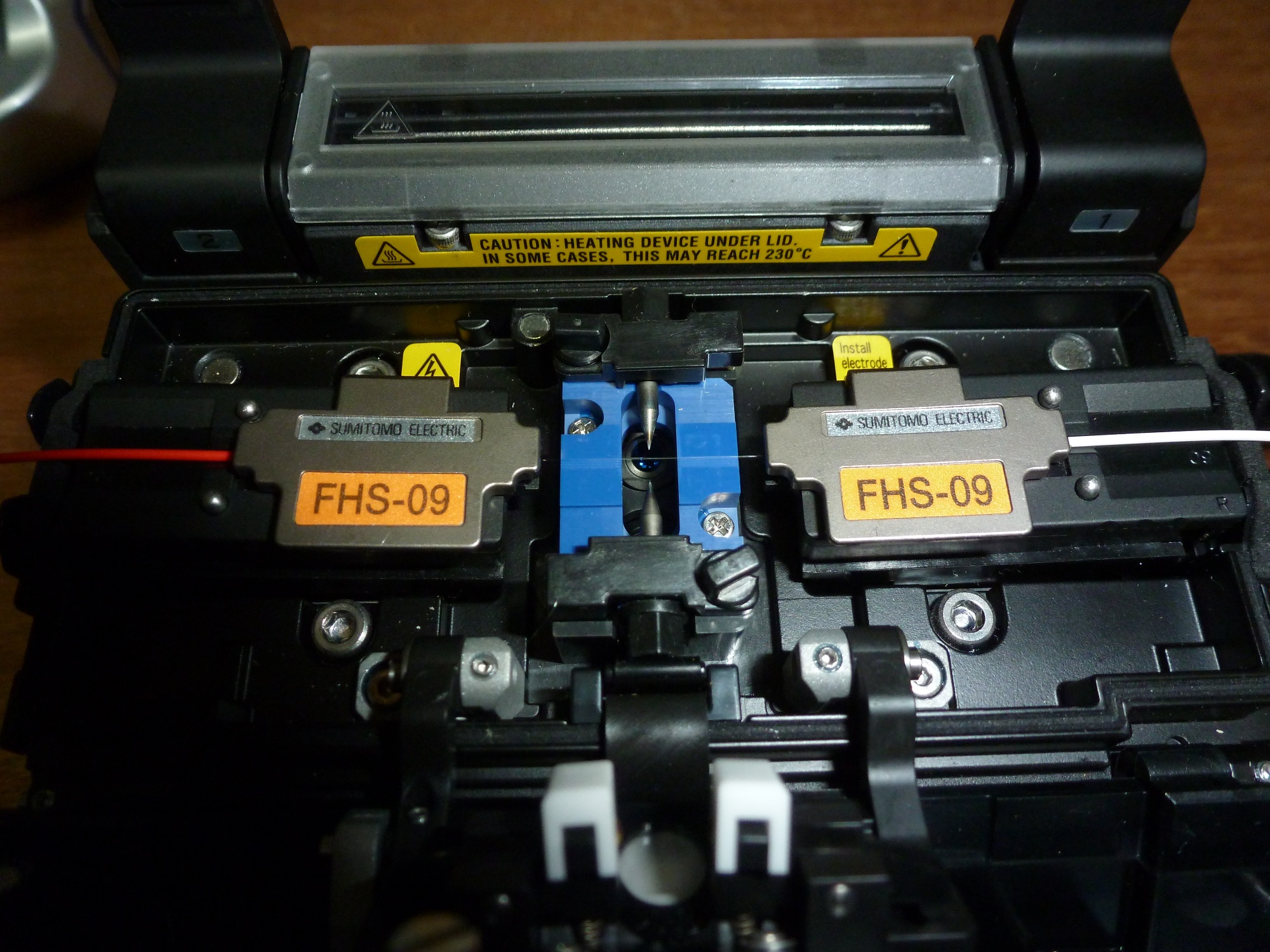
 ダイスをセットして蓋を閉めると、ケーブルの先端部分が画像として現れます。
ダイスをセットして蓋を閉めると、ケーブルの先端部分が画像として現れます。※ゴミなどは事前に完全に除去せねばなりません、
これには無水アルコールを使用します。
この画像で先端が直角になっていない場合、融着開始エラー
となります。
 右下のボタン「Start」を押すと、X-Yの軸調整を自動で行い、先端を自動で接近・接触させ、レーザー放電で溶かして接続します。
右下のボタン「Start」を押すと、X-Yの軸調整を自動で行い、先端を自動で接近・接触させ、レーザー放電で溶かして接続します。推定の接合ロスが表示されますが、あくまでも目安程度。
 融着完了時、先端がくっついています。
融着完了時、先端がくっついています。見た目は直線となっており、融着部分に膨らみはありません。
※拡大するとわかります
 ケーブルをダイスから慎重に外します、この時最も破損しやすい状態となります。
ケーブルをダイスから慎重に外します、この時最も破損しやすい状態となります。取り外して少し曲げてみます、融着が完全ならこの程度では折れません。
 この程度でも大丈夫です。
この程度でも大丈夫です。
 補強熱チューブを中心にセットします。
補強熱チューブを中心にセットします。
 加熱部分に収めて、スタートボタン上の加熱ボタンを押します。
加熱部分に収めて、スタートボタン上の加熱ボタンを押します。ボタンが送風機のマークに変われば終了です。
 十分に放熱させた状態、この状態なら破損しにくくなります。
十分に放熱させた状態、この状態なら破損しにくくなります。
5月
16日,
2016年
瓢ヶ岳から高賀山二座がけ(備忘録として)

ここから更に6Km北上すると、登山口があります、ここは1時間程度で頂上に行ける
コースで、それなりの駐車場があります。
ここからさらに北上すると今度は高賀山の近距離登山口があります。
ここまでのレポートは時々見かけますが、昨日はこの先に踏み込んでみました。
予想はしていましたが、落石が多く、決して安全なコースではありません。
ヘアピンが多く、速度を上げることも出来ません・・・・
最終はR256のトンネルの東に出ます。これを西進すればあじさい街道に出れます。
つまりモネの池の横を通過します。
5月
14日,
2016年
今日は終日家事三昧

となり、体調がイマイチ・・・・・
そこでこのところサボっている床掃除とWAXかけを開始。
床の汚れは予想していましたが、なまじの水拭きでは落ちず、洗剤を使用しての本格
的な掃除となってしまいました。
部分的にWAXをかけ、GWに行う衣替えのやり残しと、廃棄する衣類のまとめなどで
終日在宅。
WAXの乾く合間にピアノ練習、明日はコワイ先生のチェックがありますから。
5月
11日,
2016年
光ファイバー融着の前処理
 これがクリーバーとダイス
これがクリーバーとダイス※クリーバーは光ファイバーの先端を直角に整形する治具です。
通常の工具で切断すると、切断面は滑らかになりません。
このため、小さな切り込みを入れて、折る様にします。
この面を端面と呼び、滑らかで有ることが要求されます。
 本体右面、上がロックレバー。
本体右面、上がロックレバー。下は、切断のための準備ボタン、押し込んで刃をスタート位置に
ロックします。
 本体左面、切断された光ファイバーの残滓がこのポケットに入るます。
本体左面、切断された光ファイバーの残滓がこのポケットに入るます。
 蓋を開いたところ。回転刃がまだ右側にあります。
蓋を開いたところ。回転刃がまだ右側にあります。この内部には残滓が残る事がしばしばあります、残っていると
クリーブがうまく出来ないで注意が必要です。
 「2」のボタンを押し込んで、回転刃をセットした状態。
「2」のボタンを押し込んで、回転刃をセットした状態。刃が左に寄っています。
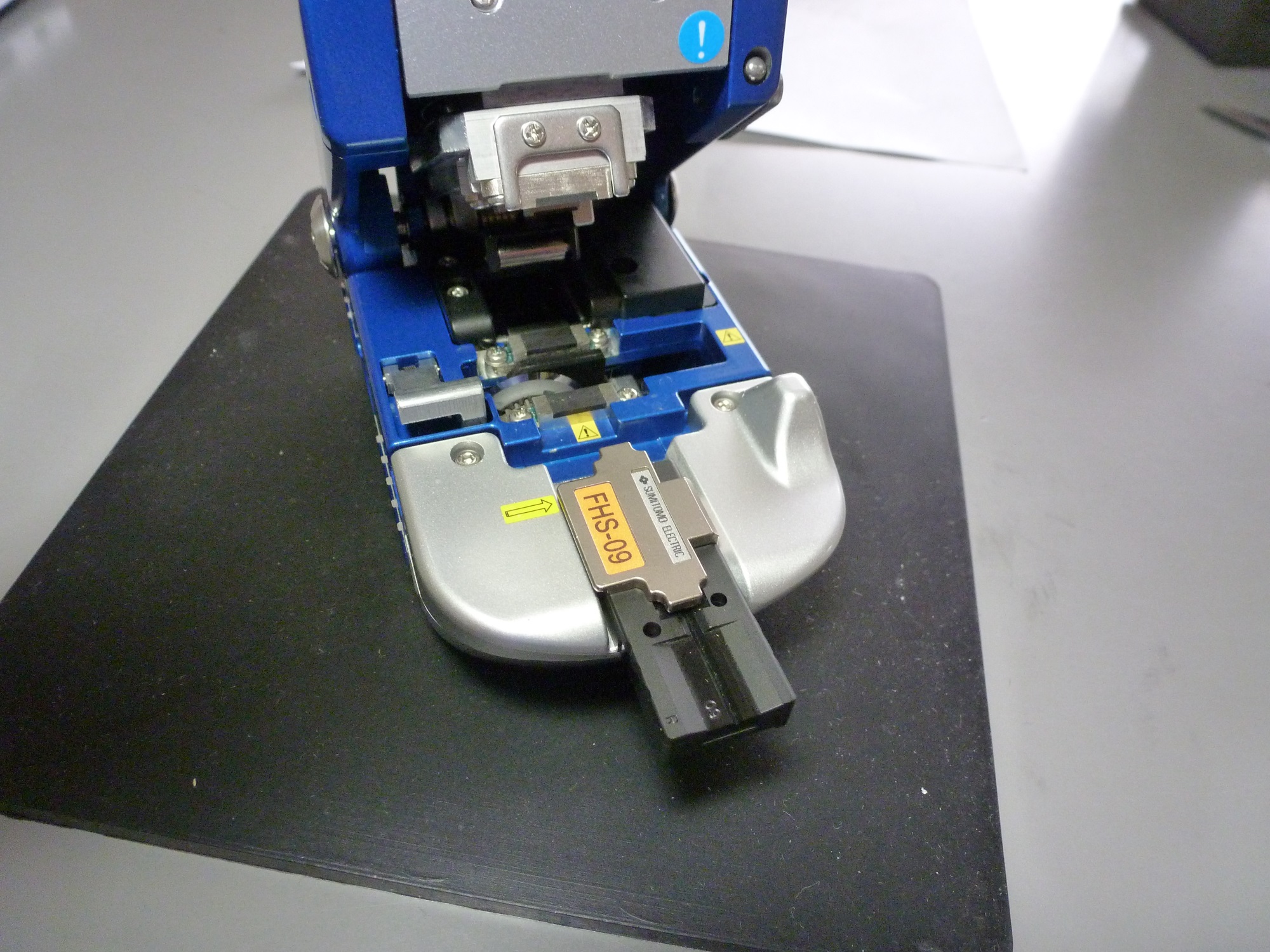 ダイスをセットします。必ず矢印の位置に金属カバーを合わせます。
ダイスをセットします。必ず矢印の位置に金属カバーを合わせます。前過ぎても、後ろ過ぎてもいけません。
ここでぞんざいに扱うと綺麗にクリーブが出来ません。
※ケーブルはあえてセットしてありません
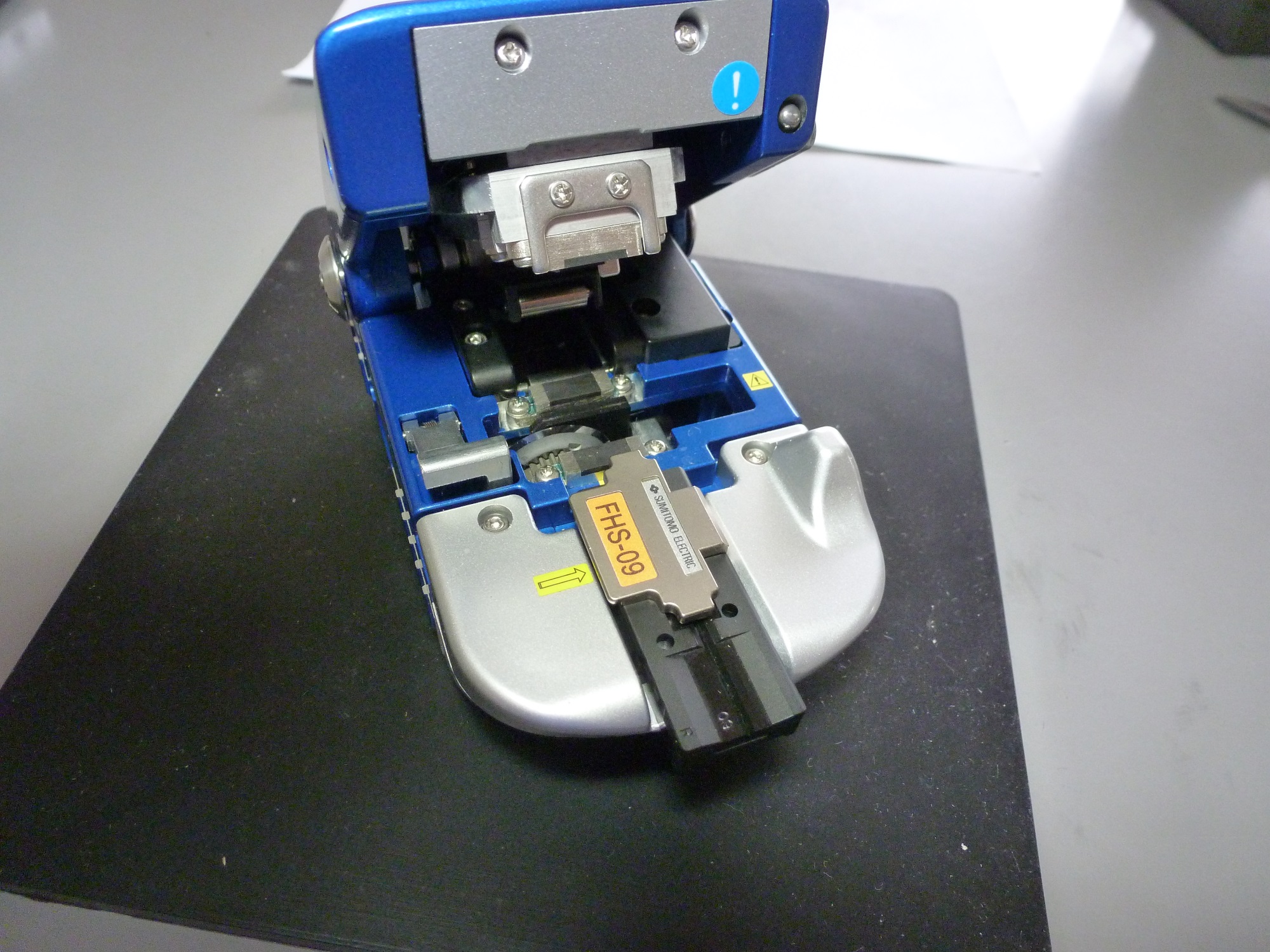 ダイスを前に押し出します。
ダイスを前に押し出します。この時「2」ボタンが押してないと、先端が変形して折れます。
 蓋を閉めれば、回転刃が動き、ファイバーにスリットを入れ、その後
蓋を閉めれば、回転刃が動き、ファイバーにスリットを入れ、その後上から圧をかけて、クリーブします。
問題は蓋をゆっくり開けることです、ぱっと手を離してはいけません。
技術を求められるのは、前処理です。
既に皮膜除去はアップしてあるので、その後のクリーバー処理です。
指導を受けずに、見よう見まねで行うと、成功率が著しく下がります。
丁寧に細心の注意で行う重要な作業です。
ぶっつけ本番をせず、何度も何度も練習が必要な作業です。
※本当に簡単に見えますが、そこに落とし穴があります
5月
10日,
2016年
光ファイバー融着機
 融着機本体外観
融着機本体外観
 操作画面
操作画面左上のMM Auto はマルチモード自動
右上の40mm 0.9 が補強熱チューブの長さと光ファイバーの外皮径
右下の Startで融着開始、その上で補強材の熱加工開始
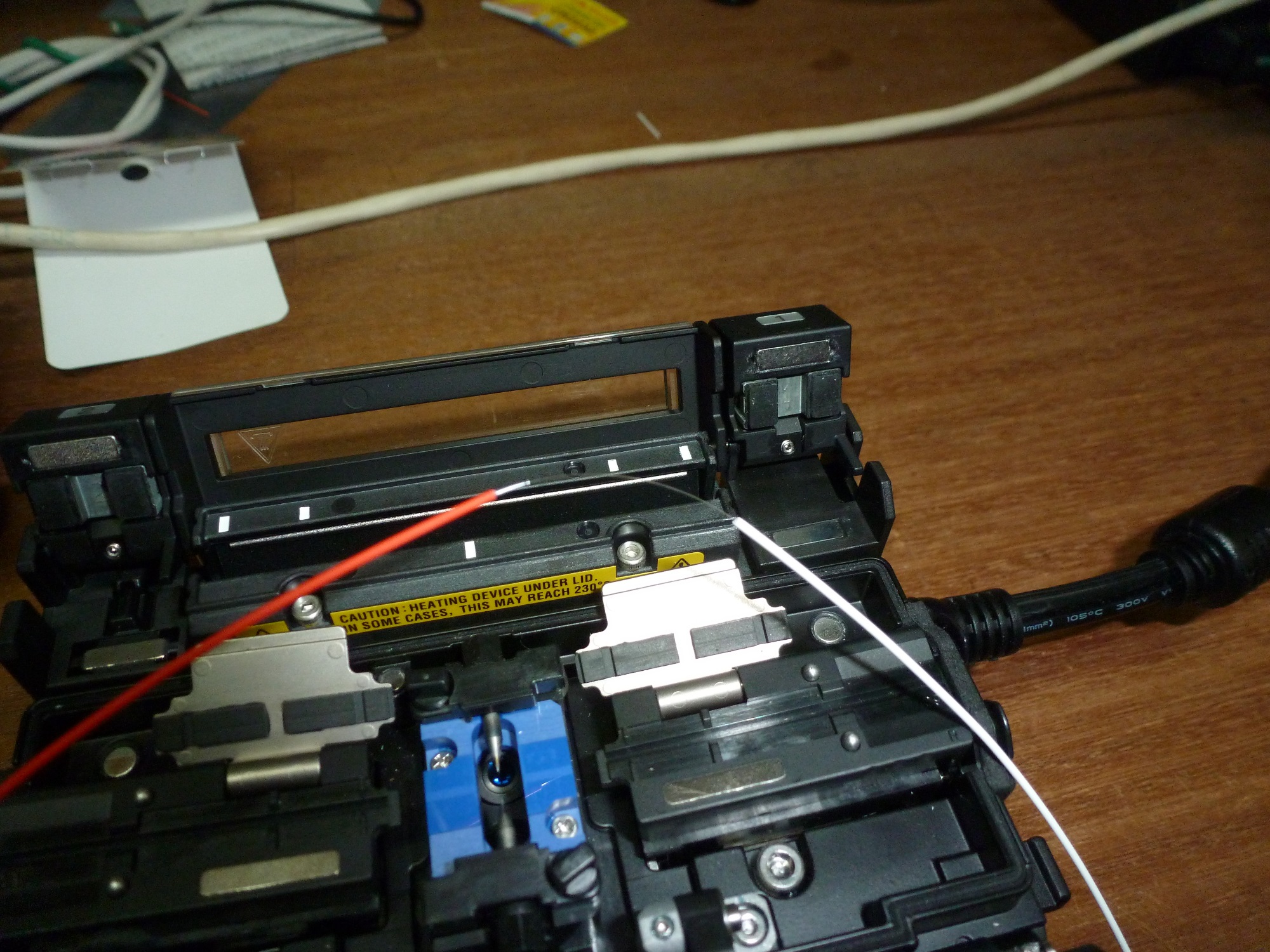
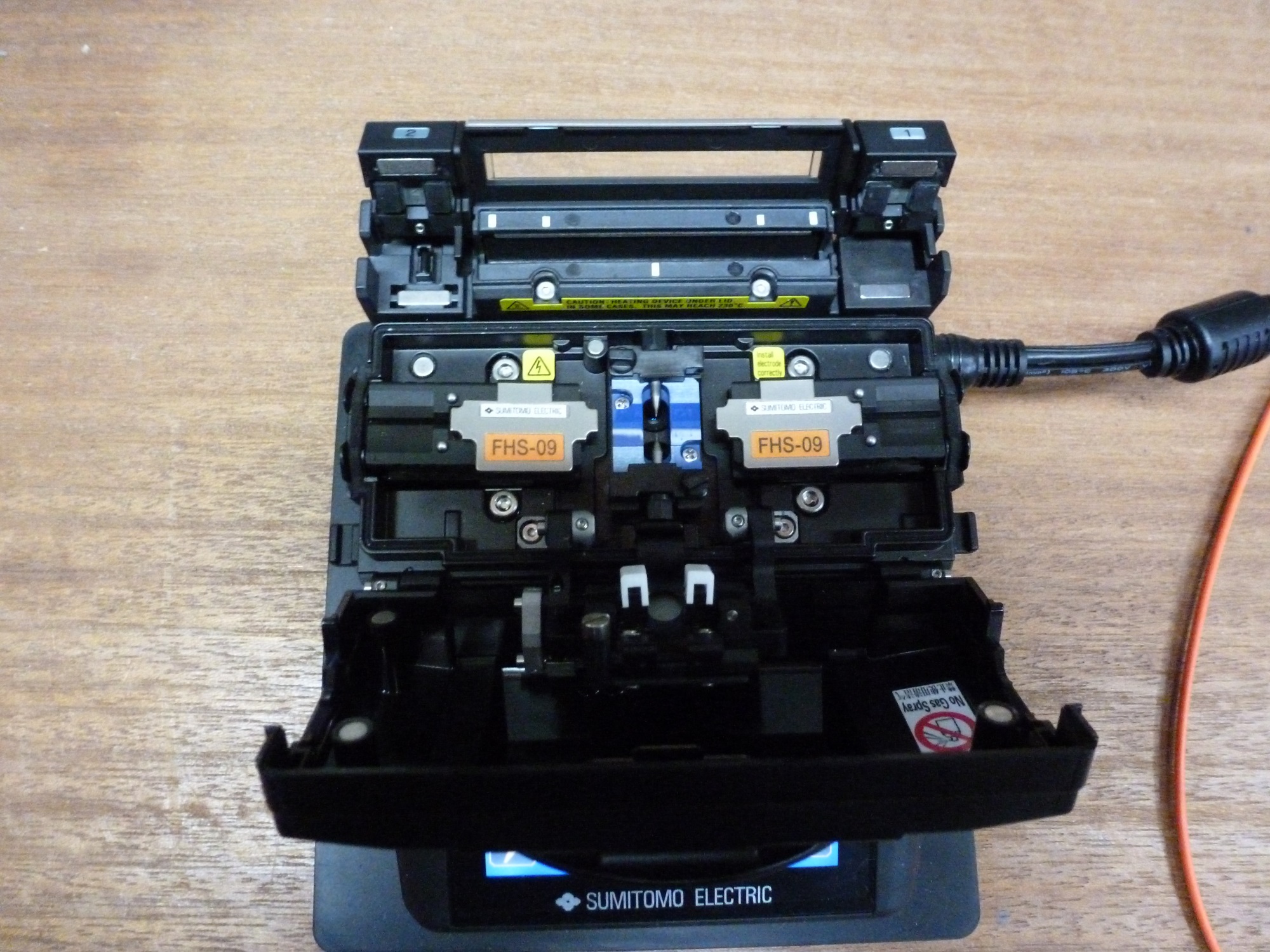 融着機の内部
融着機の内部上側が補強熱チューブの加熱部分
下側が融着放電加工部分
オレンジ色のダイスは取り外しが出来、ここに光ファイバーを
装着しますが、09mmは外皮径を表し、サイズ外の使用は
出来ません。サイズに合わせダイスを用意しなけれなり
ません。
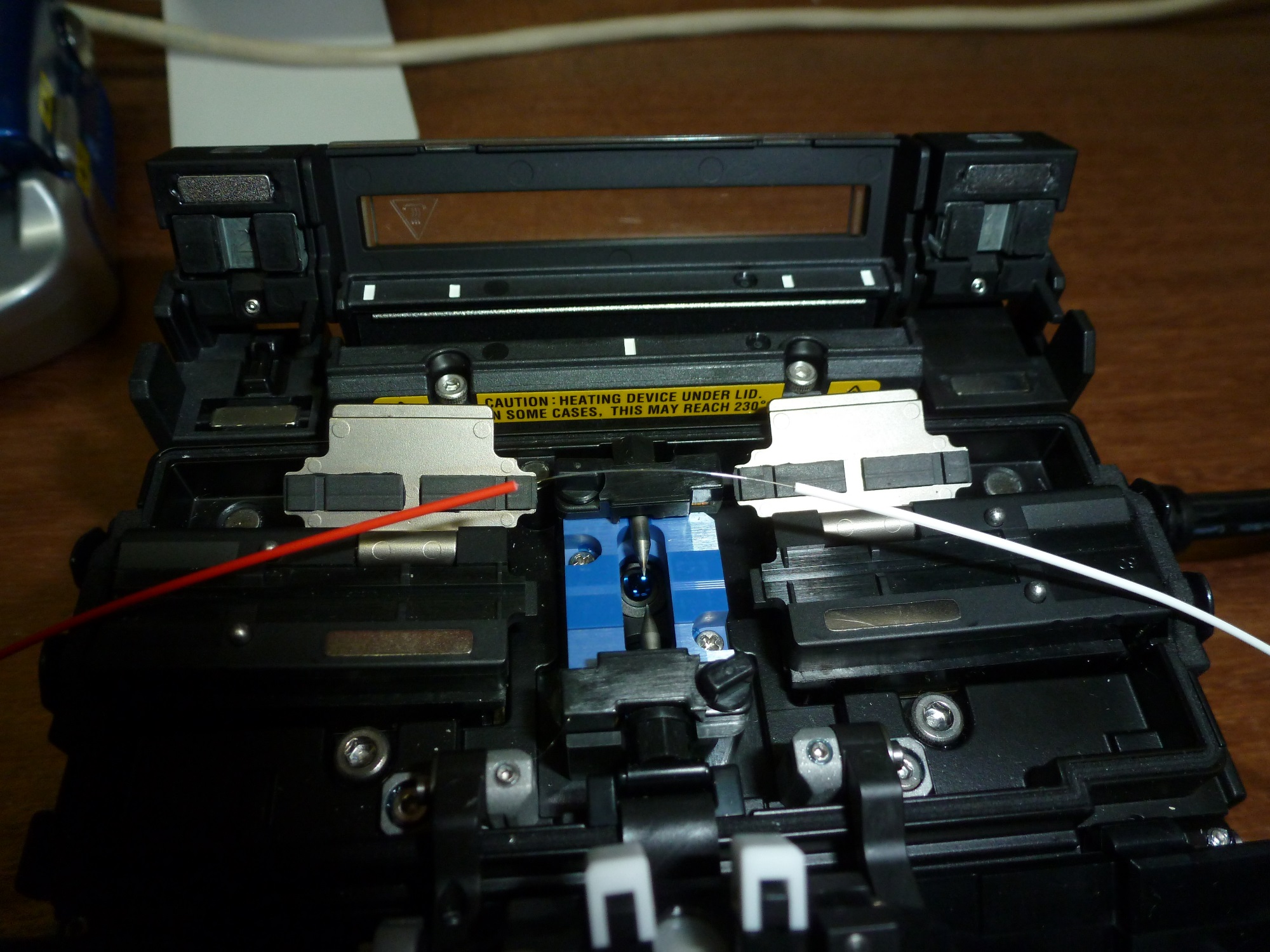
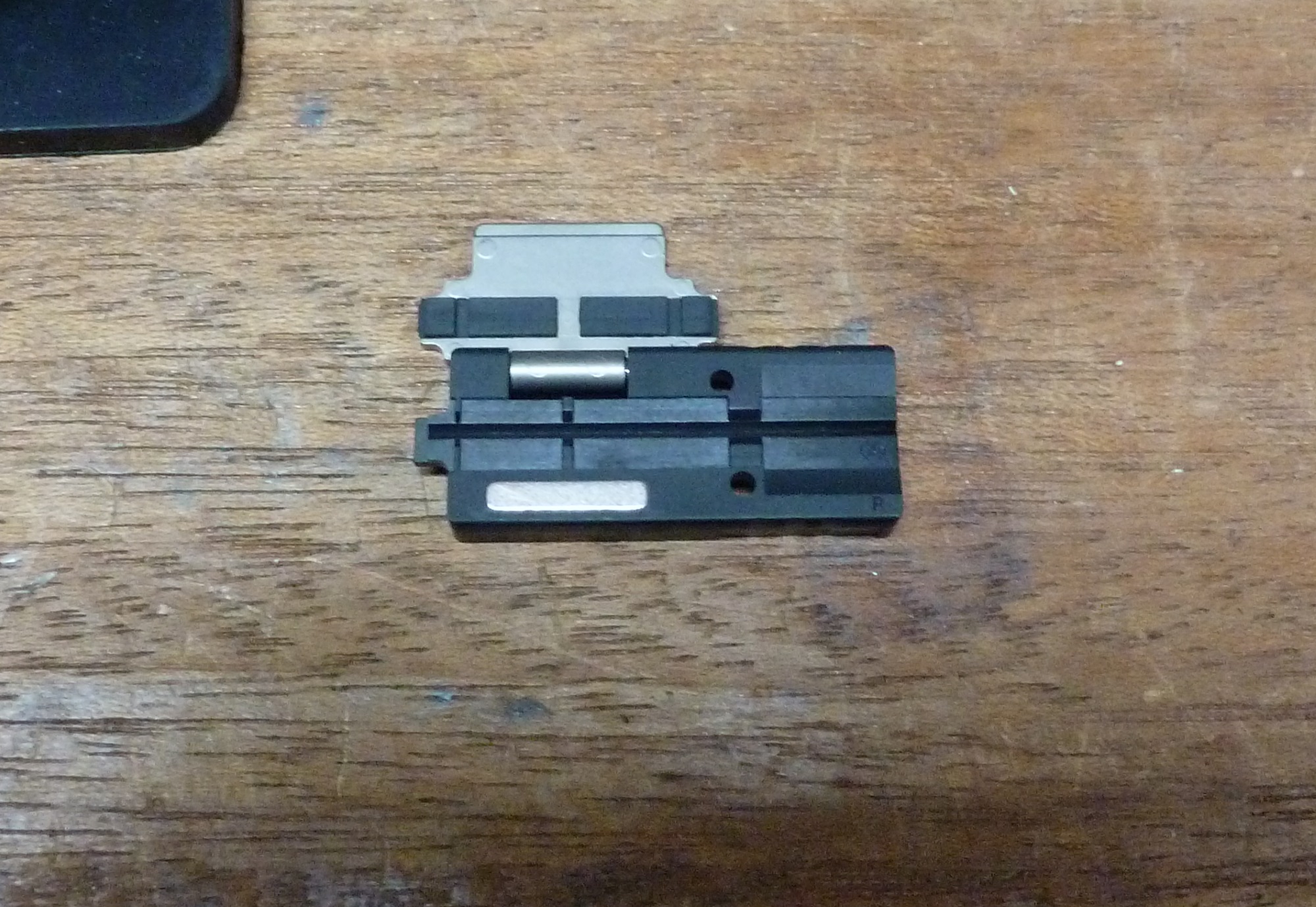 ダイスは強力マグネットの蓋を開けて、ケーブルをセットします。
ダイスは強力マグネットの蓋を開けて、ケーブルをセットします。左右別々、ダイスの右下にR(右)の刻印、先端を左に向け
外皮の部分を溝に入れ蓋をしますが、ケーブル外被にクセが
あり、曲がっているとうまくセット出来ません、寒い時は結構
手こずります。
これには融着機と呼ばれる機器を使用します。
融着そのものは機器が全自動で行うので簡単に思えますが、それまでのセット
や初期設定、メンテナンスはさほど簡単ではありません。
説明書をみると簡単に思えますが、それには光ファイバーの基礎知識がしっかり
必要です。
高額機器であるため、メーカーの講習会などはありますが、実際の現場での施工と
安定した机の上での作業とでは注意すべき点が異なります。
5月
10日,
2016年
光ファイバーの切断
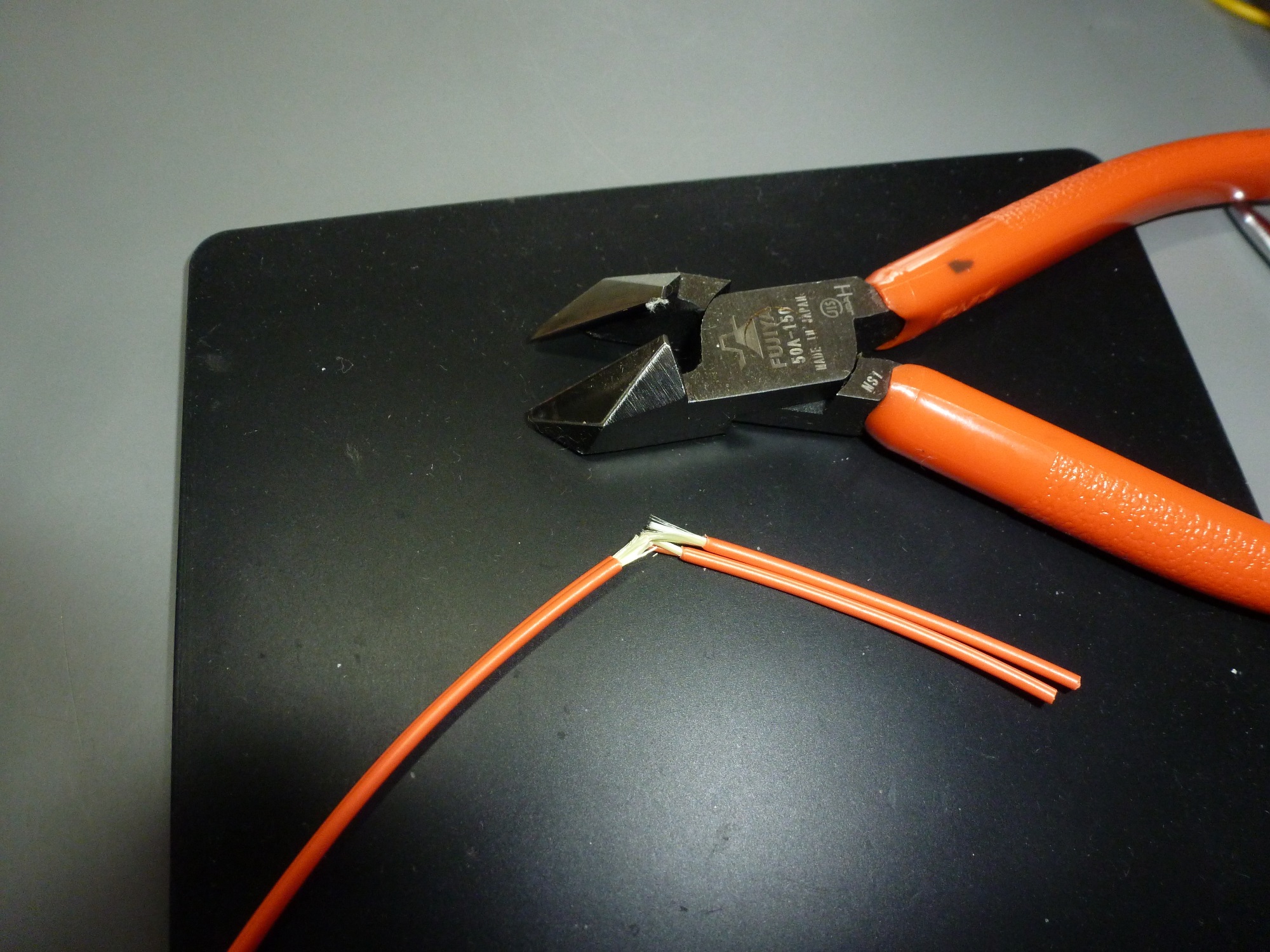 ニッパーは国産の比較的高級品、でも切断出来ない
ニッパーは国産の比較的高級品、でも切断出来ない
 国産の金属用ハサミ、綺麗に切断可能
国産の金属用ハサミ、綺麗に切断可能
 これがケプラー繊維、本当に極細
これがケプラー繊維、本当に極細
出来ますが、通常のパッチケーブルには引張のテンションがかかった時に、破断
を防ぐためにケプラー繊維に包まれています。
このケプラーは繊維が極細であるため、鋭利なニッパーでも切断が出来ません。
いわゆる「押切」では切断ができまません。
最適はハサミですが、これも仕上げの良いモノでないとうまく切断が出来ません。
5月
10日,
2016年
コンビニ弁当と比較しないで・・・

ところが「自炊すると安くつきますか?」とか「コンビニ弁当のほうが安価では?」
などの質問をよく受けます。
経費面からいえば、外食よりもやや安価になりますが、コンビニ弁当よりは高額と
なります。
ただし、食品の内容、特に加工食品を使わないので、出処のわかった食材のみ
での調理となるので、安心して食べることが出来ます、特にコンビニ弁当と異なる
のは塩分の使用量です。添加物の事も重要ですが、塩分の摂取は運動量に応じて
加減しているので重要です。
勿論、加工の手間を考えたら、経費的には完全にオーバーです。光熱費は勿論、
完全に道楽の域と言われる調理器具を加味すれば、下手をすると外食の方が
安価かもしれません。
5月
9日,
2016年
光ファイバーをつなぐ
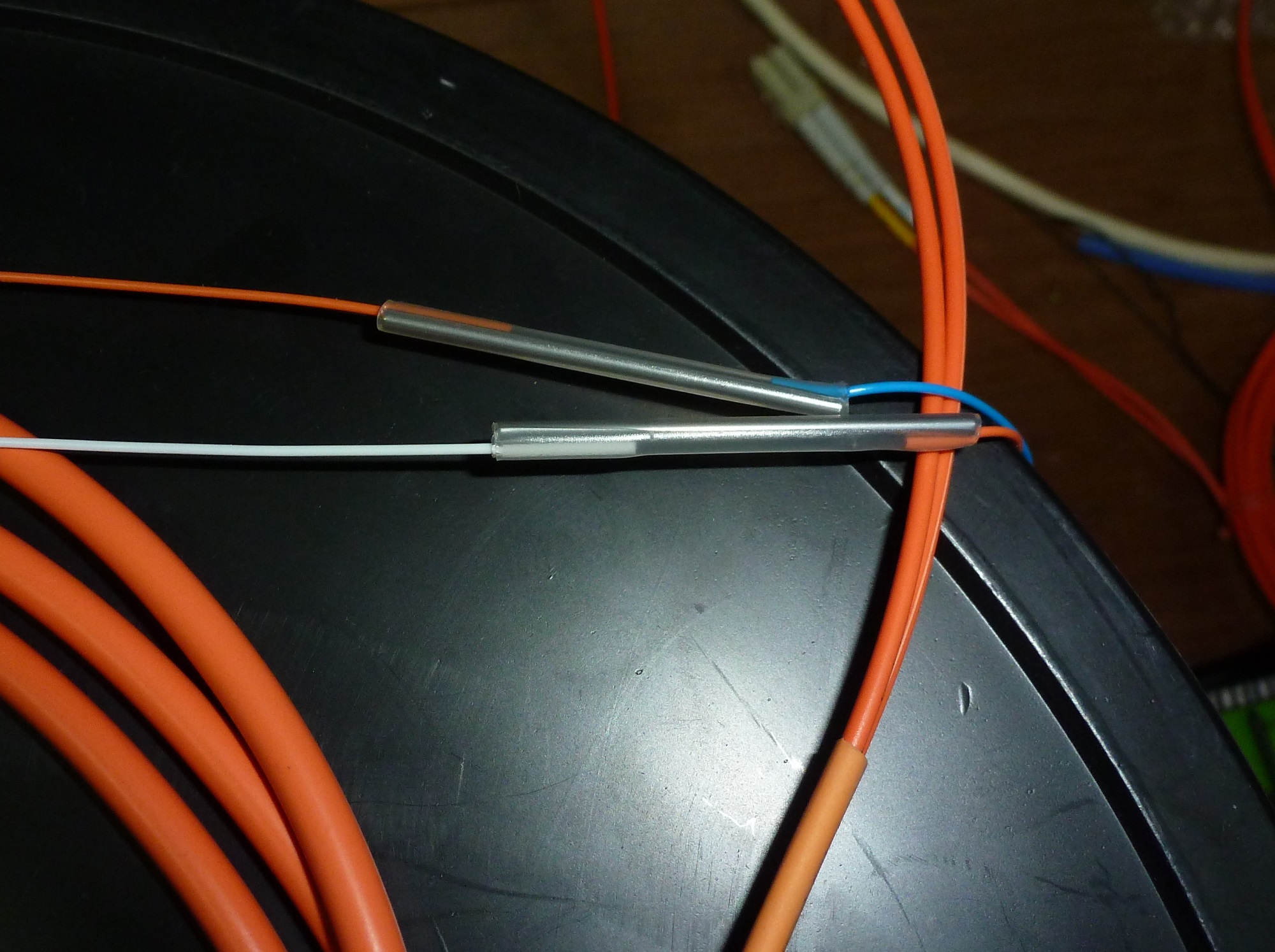
で接触させる方法がありますが、安定性では圧倒的に融着です。
融着はファイバー同士をレーザーで溶かしてくっつける工法で、機器と技術が必要
です。
ただし、溶かしてくっつけただけでは、その部分が弱く、簡単に折れてしまいます。
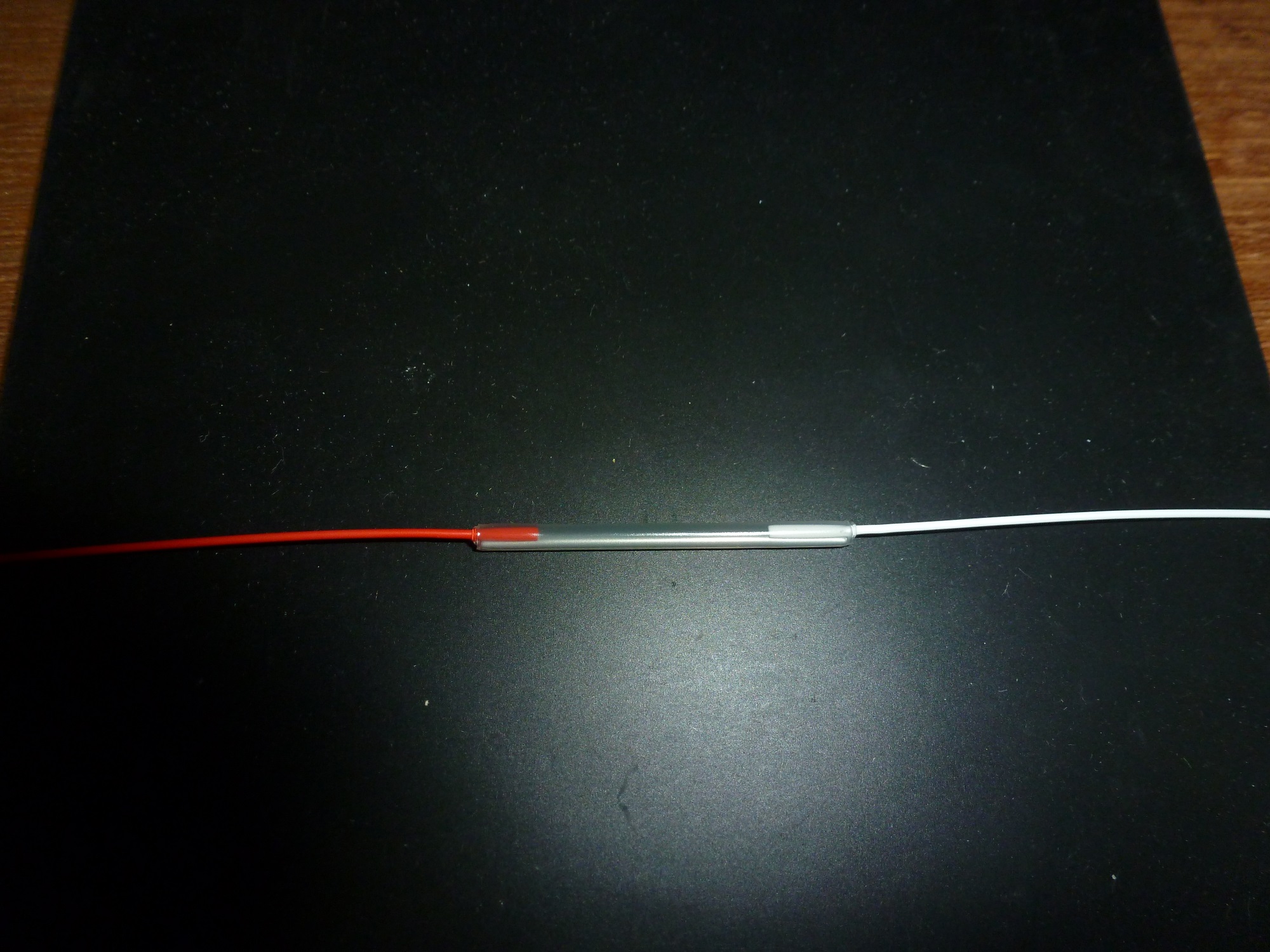
そこで、その部分を補強する部材が写真の補強熱スリーブです。
樹脂を溶かして光の接合部全体を固めます。
40mmと60mmの2つのサイズがあり、補強材内部も鉄と硬質樹脂の2つがあります。
※写真は40mm、内部補強材は鉄
これで補給すると多少の外圧で破損しなくなります。
この部材は貫通型であるため融着前に通線しておきます。
融着機には熱加工する部分があり、ここで一定時間加熱すれば加工出来ます。
 ジャグリングGOTO
ジャグリングGOTO  エメラルド
エメラルド  プラン
プラン