居酒屋さんの焼豚なので手作りとはいいませんが、
かたまりがあまりにも美味しそうでしたので注文をしました。
とても柔らかくてジューシーでした!
昨夜、さかなのマスターら5名でミニ新年会を!
おいさんが持込んだ大分の人気地酒!
この蔵とは仲良くお付き合いをしています。
『鷹来屋 華鷹 大分三井純米吟醸』 浜嶋酒造 大分県豊後大野市緒方町
やはり大分の麦、 友人の蔵!
『泰明』 藤居醸造 (大分県豊後大野市千歳町)
★手づくりの麹を使用し、常圧と減圧のブレンドタイプ。
麦本来の香りを引き出し、やさしい飲み口になっています。
好きな酒5種!お正月から堪能!
〆の酒はやはりこれ!
『而今 純米大吟醸』 木屋正酒造(三重県名張市本町)
★純米大吟醸は初体験! 旨いの一言!
続いてはこの酒です!
『飛露喜 特別純米かすみざけ』 廣木酒造 (福島県会津坂下町)
★27BY初しぼり! 文句なしの旨さです!
ムチャ新鮮なシマアジです。
市場は開いていたのか? それとも明石か垂水の昼網か?
アンコウの肝も美味しい!
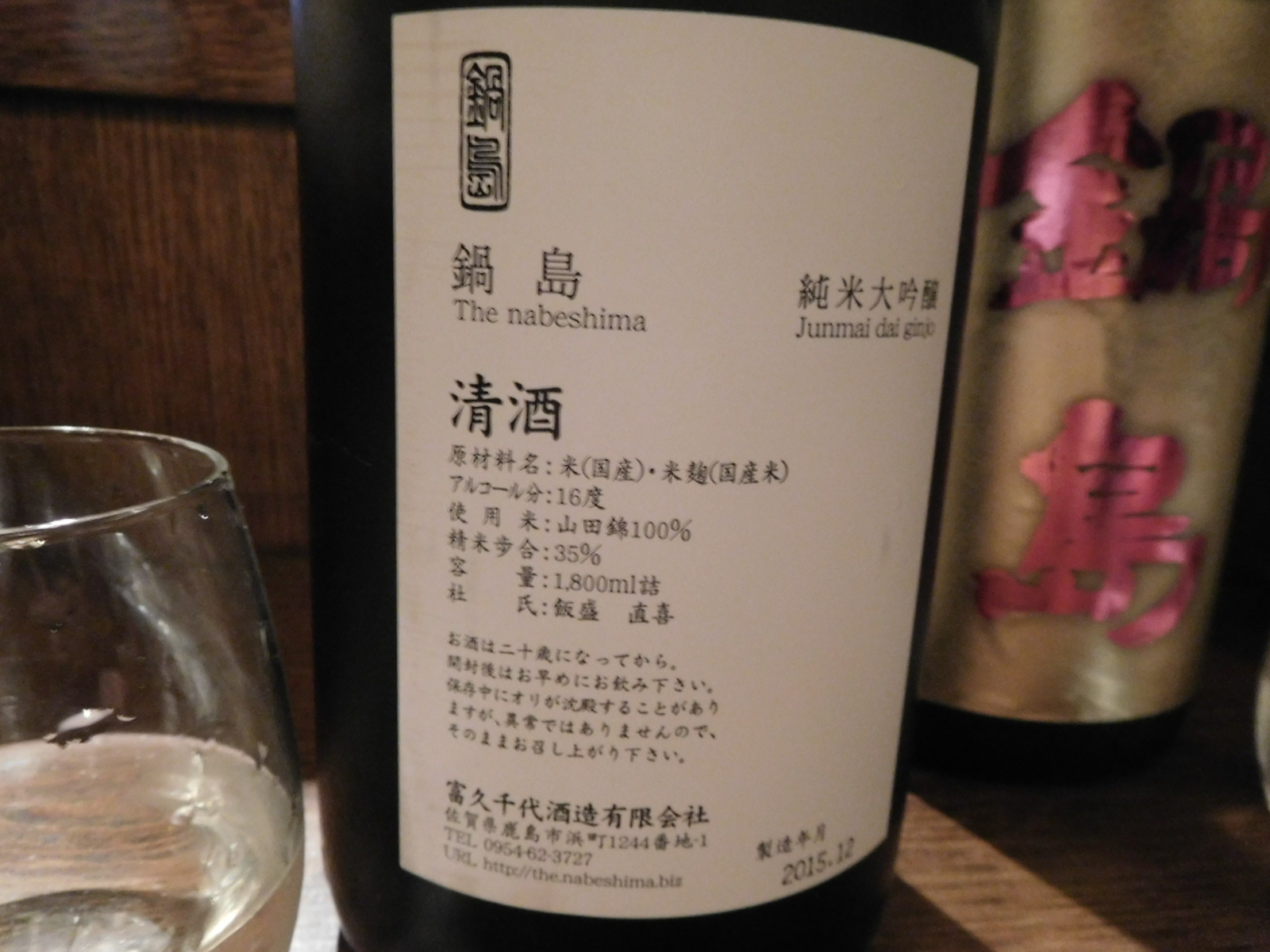
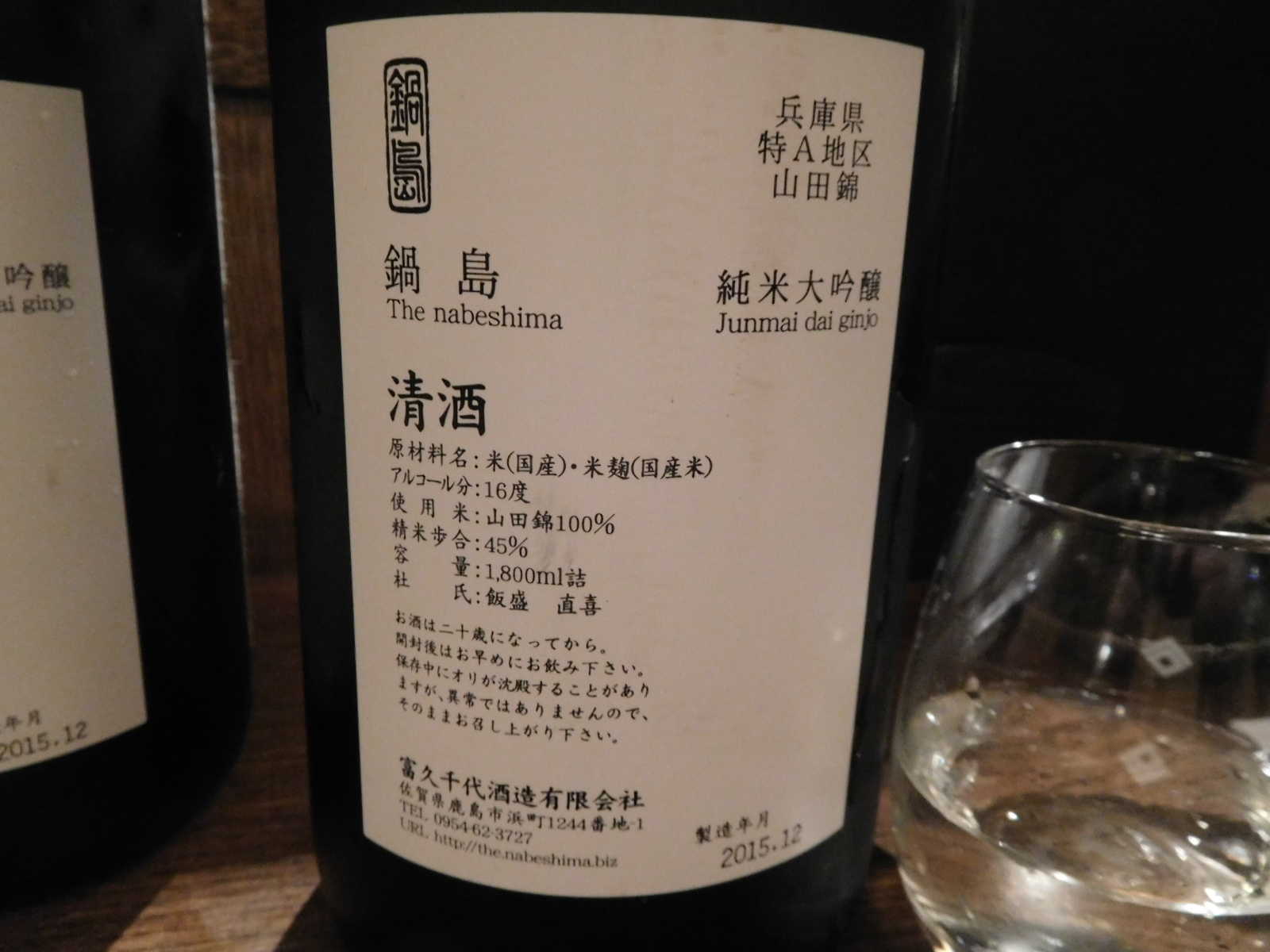
『鍋島 純米大吟醸 山田錦』 と 『鍋島 純米大吟醸』
富久千代酒造 佐賀県鹿島市
兵庫県特A地区の山田錦を使用!
★さすがです! 天才杜氏 飯盛直喜が醸す酒!
かこものワンコインセット(500円)
セットの酒は数ある日本酒の中から香川の銘酒! 金比羅さんの地酒です。
『悦・凱陣 純米酒』 丸尾本店 (香川県琴平町)
★酒米は讃岐のオオセト、使用酵母は熊本9号。
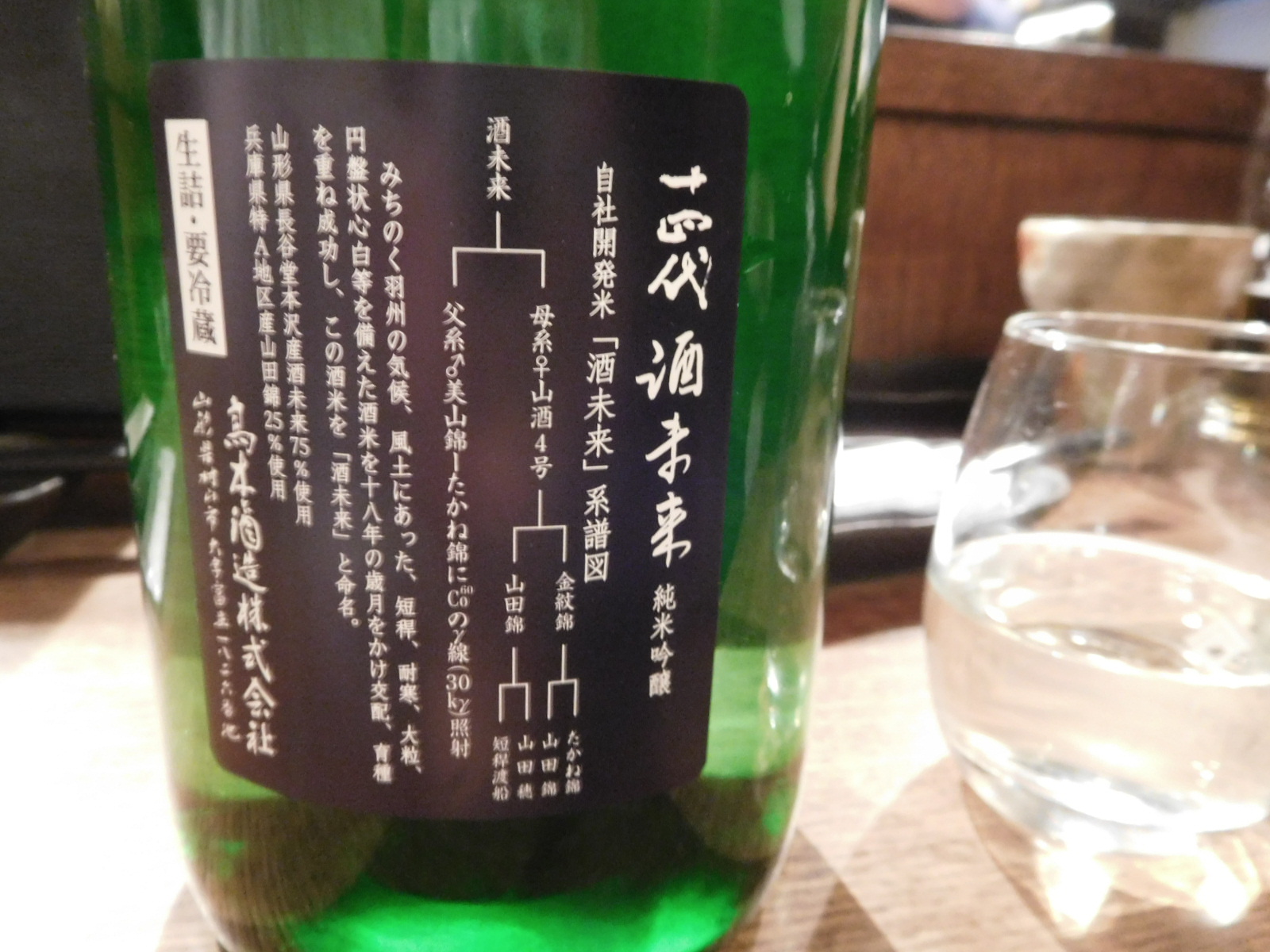
かこもでの新年最初のお酒はこれです!
「酒未来」 はこの蔵元、山形の高木酒造(十四代の蔵)が育てたお米で美山錦の系統です。
『十四代・酒未来 純米吟醸』 高木酒造 (山形県村山市)
【十四代シリーズのランク】
①龍泉(純米大吟醸) ②七垂二十貫(純米大吟醸・愛山) ③龍月(純米大吟醸)・双虹(大吟醸)
④秘蔵酒(大吟醸) ⑤愛山(純米吟醸) ⑥雄町(純米吟醸) ⑦山田錦(純米吟醸)
⑧吟撰 山田錦(吟醸) ⑨龍の落とし子(純米吟醸) ⑩酒未来(純米吟醸)
沖永良部から贈られてきた菊花が満開になりました!
まさに花火! 菊は綺麗に咲きました!
- ブログルメンバーの方は下記のページからログインをお願いいたします。
ログイン
- まだブログルのメンバーでない方は下記のページから登録をお願いいたします。
新規ユーザー登録へ